3D printing reduces multiple part assembly into a single part and this technology is use for making very light metal parts by using topology optimization to make high strength component with the help of complex lattice structure. Metal 3d printing includes selective laser sintering (SLM), electron beam melting (EBM), Direct metal laser sintering (DMLS) which is used to fused metal powder together layer by layer to make the final product. In direct energy deposition (DED) powder or metal wire feedstock to the laser to deposit on the existing layer and binder jetting in which a liquid binder is deposited onto the powder over powder bed and further the part is subjected to heat treatment and post processing. Major issues in metal 3d printing are as follows:
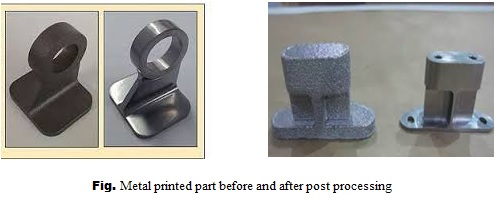
- Surface finish– In order to use 3d printed parts in engineering application such as aerospace, automobile, medical implants, significant amount of post processing which includes CNC machining, shot peening or sand blasting to get the required surface finish. Powder bed fusion process produce parts closer to their final shape. So fine powder with low layer thickness can be used in order to get higher surface finish which increases the cost of part. So optimum balanced between surface finish and cost is to chosen to get required surface finish at low cost.
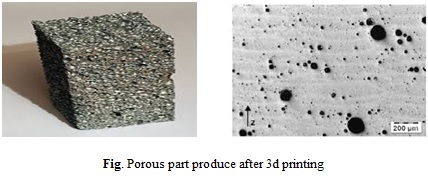
- Porosity– Porosity are small cavities on the printed part. These pores are present due to 3d printed process or due to powder used in the process. These microscopic holes reduces the density of the part and lead to crack and fatigue. In 3d printing process, pores are produced when not enough powder is used and when laser intensity is low. Pores are present when the powder particles are larger than the layer thickness of the part and when insufficient metal flows in the desired melt region. In order to reduce porosity in the printed part process parameters such as power, laser spot size and scan speed and adequate scanning pattern is to be optimised for a given material and part. In direct metal laser sintering (DMLS) porosity is reduced by post processing e.g hot isostatic pressing and infiltration process.
- Density- High porosity in the part results in low density which leads to fatigue failure and crack. For critical application density above 99% is required. Spherical powder particle is helpful in increasing density of the part as well as improve the flowability of the powder. Wide powder particle distribution lead to filling of fine particle between the larger parts which increases the overall density of the component but reduces the flowability of the powder. Density is controlled by manipulating AM process parameter.
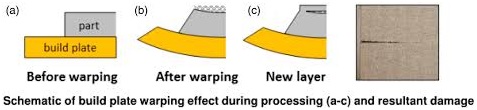
- Warpage- If the initial layer of the printing is not properly fused with the substrate then thermal stress generate in the substrate and if these stress exceed the maximum strength of the substrate material, then substrate begin to wrap which ultimately lead to warpage of the printed part. Then continuous collision occur between the recoater and the printed metal part. And due to varying thickness of material more stresses are developed. In order to reduce warpage of the part, it is necessary to place the correct number of support in correct position. Adequate number of support and their position is to be determined either by design of experiment or by trial and error. Support structure is important as it prevent the deformation of the printed part.
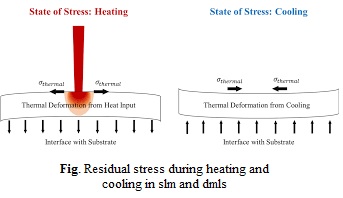
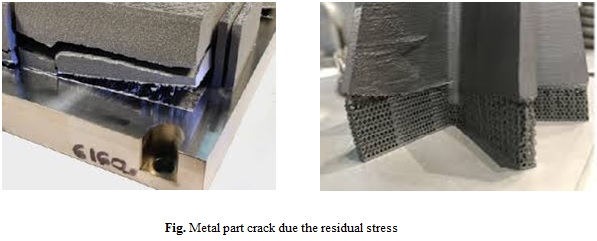
- Residual stress– During metal printing process, heating and cooling cycle result in formation of residual stress. And due to high residual stress in the metal part, strength of the component decreases which lead to crack formation and warpage of the substrate. Maximum amount of residual stress occur at the interface between the part and the substrate. Inorder to reduce residual stress, support structure are provided which are at a higher temperature than substrate. Printed part along with the support structure and substrate is subjected to heat treatment. Different scanning strategies such as meander and chessboard pattern helps in maintaining uniform temperature distribution within the part and this results in low residual stress developed in the part. Residual stress needs to be controlled during data preparation, printing process and after the parts are built.
- Cracking- Crack can occur when the melted metal solidified or during the high heating of a localised area. When powder do not melt sufficiently or remelts in the layers below the melt pool results in delamination which leads to crack formation between the layers. Delamination can be avoided by heating the substrate and few crack can be eliminated through post-processing. Crack formation can be eliminated by varying the process parameter such as laser power, scan speed and energy density.
- An important item to note is that it is not possible to eliminate all the defect or flaws in the printed metal parts but it is important to know with full confidence which flaws might exist and the designer should take that into account while designing the component and it should still print reliable parts which is having all the functional property required by the part.
-Mr. Harshit Gupta


{kind=link}
{kind=link}
{kind=link}