
Several AM technologies can be used for rapid tooling purposes, here we will focus on Selective Laser Melting (SLM). Selective laser melting (SLM), also known as direct metal laser sintering (DMLS) or laser powder bed fusion (LPBF), is an additive manufacturing (AM) technique designed to use a high power-density laser to melt and fuse metallic powders together. In selective laser melting, thin layers of atomized fine metal powder are uniformly distributed using a coating mechanism onto a substrate plate that moves in the vertical (Z) axis. This takes place inside a chamber containing a tightly controlled atmosphere of inert gas, either argon or nitrogen. Once each layer has been distributed, each 2D slice of the part geometry is fused by selectively melting the powder with a high-power laser beam. The laser energy is intense enough to permit full melting of the particles to form solid metal. The process is repeated layer after layer until the part is complete.
Using this technique, tools for injection molding are produced without limitations in its internal or external geometry. This not only allows to manufacture tools with complex geometries with ease but also allows direct integration of conformal cooling channels of complex shape that follow the contour of the cavity, to be built into the part.

Golf Ball blow-mold Left: Conformal cooling Right: Direct Tool cavity
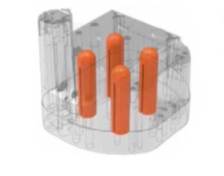
Conventional cooling channel core with bufflers
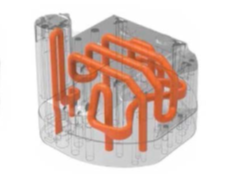
conformal cooling channel design
-
Some of the advantages offered by AM in injection molding are:
- Reduced Lead Time
- Reduced manufacturing Cost
- Improved Product Quality
- Easily accommodate design modifications
- Customization in the Injection Molding Production Process: opens door to highly customized products

CONCLUSIONS:
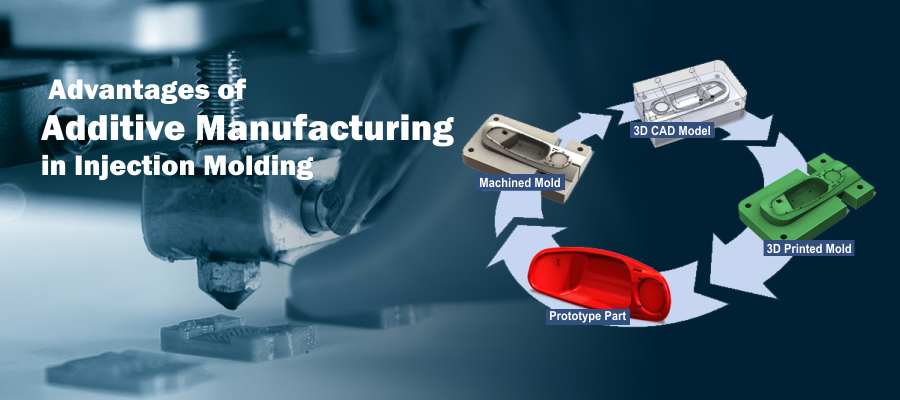
Advancements in AM technology have allowed for the development of injection molding tools. These techniques are used to manufacture injection molding inserts for larger production series, that have a specific geometry difficult to manufacture with conventional means. As the parts manufactured by SLM have a high density and isotropic mechanical characteristic they can be used as Direct Tooling inserts. Optimized heat dissipation using conformal cooling channels enables shorter cycle times and increased productivity and product quality in injection molding operations. This approach can potentially reduce the number of steps in the process and potentially impact overall part accuracy resulting in shorter lead time and reduced cost.

{kind=link}
{kind=link}
{kind=link}