
What is Hybrid Manufacturing?
The simplest way to understand hybrid manufacturing is as a combination of additive processes 3D printing, known in the context of production as additive manufacturing (AM) and subtractive processes, such as milling. While there are plenty of parts being made through some combination of these processes and more are being introduced all the time the crucial qualifier for hybrid manufacturing is that both processes occur on the same machine.
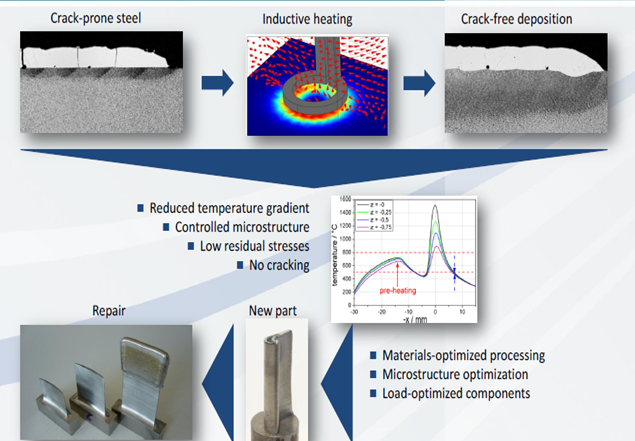
Components usually suffer from wear, distortion, defects and cracks during their life cycle, and sometimes repairing is considered most cost effective and time saving than replacing these components. For a complex geometry, especially aerospace components, the repair process gets more complicated, and the traditional repair methods cannot be used for. Since the additive technologies are used in repair and the term “Additive Repair (AR)” as “additive manufacturing process for reconstruct and modify prebuilt components”. So, it is an additive manufacturing process, but to build over pre-existing components manufactured from the same base metal or different metals. Additive manufacturing technology can be found in applications like laser repair and laser freeform manufacturing.
Hybrid Manufacturing
Hybrid Machining Formats & Processes
Although the overall number of available hybrid machines is still relatively small, it’s helpful to divide them into several types. The most basic distinction to draw is between off-the-shelf hybrid machines and additive modifications for conventional machine tools. Although hybrid add-ons are designed to be purchased and installed independently, some machine tool builders are starting to offer them as standard options, including ELB-Schliff, Mazak and Mitsui Seiki, in HMT’s case. 3D-Hybrid Solutions’ founder, Karl Hranka, confirmed that his company is on the same path.
Beyond this basic distinction, the available options for hybrid manufacturing can also be divided in terms of their underlying additive technologies. These include directed energy deposition (DED), wire-arc additive manufacturing (WAAM), cold spray (CS), ultrasonic additive manufacturing (UAM) and powder bed fusion. There are important differences between these technologies, and the manufacturers of hybrid machine tools have each placed their bets, so to speak, so it’s worth looking at these technologies in more detail.
It is the designer’s responsibility to ensure that a machine part is safe for operation under reasonably expected conditions. All design approaches must verify the relationship between the applied stresses on a part and the strength of its metal. By taking all the advantages of the additive manufacturing process, and specifying all of its capabilities and constraints, the designing process can be modified by AM technologies. The objective of this design process approach is to define a methodology to design the damaged volume of parts by taking the advantage of additive manufacturing abilities. In the early design phase, the engineer has to make a design concept for the missing volume of the damaged part. Hence, he need some solutions principals, methods and tools to help in embodiment the design.
AN ILLUSTRATION

AN ILLUSTRATION
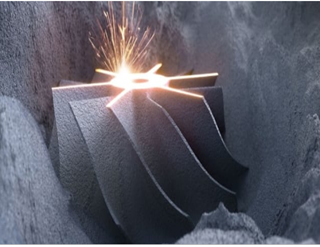
The building process must be designed for each building job separately. It is almost the same as SLM process steps, but with extra preparations. This volume has the same or an enhanced geometry and functions. The interface plane design is also included in this step either the laser power required to perform this plane, or the building directions and stages required. Titanium, stainless steel, aluminum and other difficult-to-machine metals are among the materials supported by DED or PBF.
Depending on the material being used, DED often requires the build chamber to be filled with inert gas, a local inert shroud gas can be sufficient to shield the melt pool for better control of material properties.
AN ILLUSTRATION

AN ILLUSTRATION
Laser parameters, such as scan rate, layer thickness, distance between paths and laser power are important to build dense parts with proved mechanical properties, and they are related to each other. Different laser parameters were used to get the optimal bonding between the two metals. The laser parameters required to sinter the metal powder is set up for specimen separately.
Hybrid Machines vs Standalone 3D Printers
When it comes to hybrid machine tools, the obvious question to ask is whether merging additive and subtractive processes in a single machine is really necessary. Given that we already have plenty of standalone subtractive options, more standalone metal additive options cropping up all the time, and pallet-changing systems galore, what’s the benefit of putting it all in one machine (aside from obvious added floor space)?
It is emphasized the benefits of being able to switch between additive and subtractive operations without having to move the workpiece. “With powder bed printing, you can’t do any machining internally,” he said. “You can only print your part complete and you can’t go back into it. With hybrid, you can stop printing, machine, and then print further. I always think of it like a ship in a bottle: being able to print the bottle, print the ship, machine with precision to get the surface finish and the ship’s sails, and then print the whole thing shut. There’s no way to get a cutting tool into a part that’s completely closed.”


{kind=link}